مصنف:
Charles Brown
تخلیق کی تاریخ:
6 فروری 2021
تازہ کاری کی تاریخ:
16 مئی 2024

مواد
ٹی آئی جی ویلڈ (ٹنگسٹن انیرٹ گیس) دھات کو گرم کرنے کے لئے ٹنگسٹن الیکٹروڈ کا استعمال کرتا ہے ، جبکہ آرگن گیس ویلڈ کو نجاستوں سے بچاتا ہے۔ اس تکنیک سے زیادہ تر دھاتوں پر ایک صاف ، اعلی معیار کا ویلڈ تیار ہوتا ہے ، جس میں اسٹیل ، سٹینلیس سٹیل ، کروم-مولبیڈینم اسٹیل ، ایلومینیم ، نکل ، میگنیشیم ، تانبے ، پیتل ، کانسی اور سونے کے ساتھ اسٹیل مرکب شامل ہیں۔ اپنی TIG ویلڈنگ مشین کو آن کرنے اور استعمال کرنے کے لئے نیچے دیئے گئے اقدامات پر عمل کریں۔
اقدامات
طریقہ 3 میں سے 1: TIG ویلڈنگ مشین کا قیام
حفاظتی سامان رکھو۔ کسی بھی ویلڈنگ مشین کو چلانے سے پہلے ، حفاظت کے چشمیں ، شعلہ retardant لباس اور آنکھوں کے تحفظ کے ساتھ ویلڈنگ کا ماسک پہننا یقینی بنائیں۔
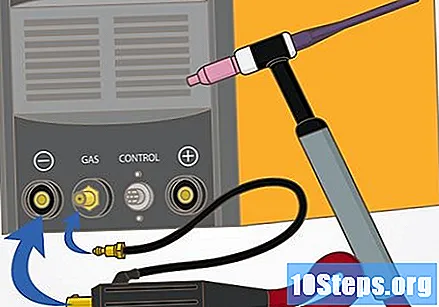
TIG مشعل کو جوڑیں۔ تمام ٹی آئی جی ٹارچوں میں آرگن کی رہنمائی کے لئے سیرامک نوزل ہے ، الیکٹروڈ اور کولنگ سسٹم کو روکنے کے لئے ایک تانبے کی آستین ہے۔ مشعل کو ویلڈنگ مشین کے سامنے سے جوڑنے کے ل your اپنے آلات میں پیک اڈاپٹر کا استعمال کریں۔
پیڈل کو مشین سے جوڑیں۔ پیڈل ویلڈنگ کے درجہ حرارت کو کنٹرول کرنے کے لئے استعمال کیا جاتا ہے۔
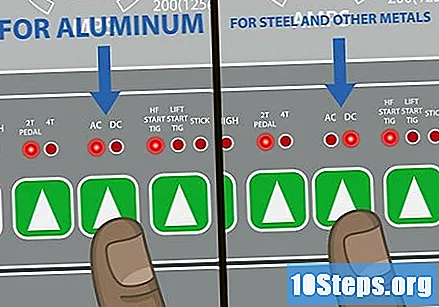
پولرائزیشن کا انتخاب کریں۔ اس پر منحصر ہے کہ آپ کس قسم کے مواد کو ویلڈنگ کر رہے ہیں۔ اگر آپ ایلومینیم ویلڈ کرنا چاہتے ہیں تو ویلڈنگ مشین پولرائزیشن کو باری باری موجودہ (AC) پر سیٹ کریں۔ تاہم ، اگر آپ دوسرے مواد کو ویلڈ کرنے جارہے ہیں تو ، ویلڈنگ مشین کو براہ راست موجودہ منفی الیکٹروڈ (DCEN) پر سیٹ کریں۔- اگر مشین میں فریکوینسی کو تبدیل کرنے کا اختیار ہے تو ، ویلڈیڈ ہونے والے مواد کے مطابق کچھ ایڈجسٹمنٹ ضروری ہوں گی۔ ایلومینیم کے لئے ، مشین کو ویلڈنگ کے پورے عمل میں ایک اعلی تعدد پر رہنا چاہئے۔ اسٹیل کے معاملے میں ، صرف ویلڈ کے آغاز میں تعدد زیادہ ہونا چاہئے۔
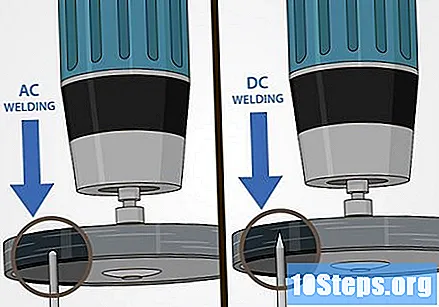
تیز ٹنگسٹن۔ ویلڈیڈ ہونے والی دھات کی موٹائی اور بجلی کا حامل عوامل ہیں جو ٹنگسٹن راڈ کے قطر کا تعین کرتے ہیں۔ ٹنگسٹین کے فریم کے ساتھ ساتھ کسی شعاعی سمت میں تیز کریں ، براہ راست سروں کی طرف نہیں۔- ٹنگسٹن الیکٹروڈ کو تیز کرنے کے لئے ایک چکی کا استعمال کریں۔ الیکٹروڈ کو تیز کریں تاکہ ٹپ اسی سمت میں ہو جس طرح ایمری کی گردش ہوتی ہے۔
- جب باری باری کرنٹ کے ساتھ ویلڈنگ کرتے ہو تو ، ٹنگسٹن کو گول چھوڑ دیں؛ براہ راست موجودہ استعمال کرتے وقت ، تیز دھار نقطہ کے ساتھ چھوڑ دیں۔
- اگر آپ فلٹ ویلڈ پرفارم کرنے جارہے ہیں تو ، الیکٹروڈ کو تیز کریں تاکہ اس کی لمبائی پانچ سے چھ ملی میٹر ہو۔
گیس کے بہاؤ کو تشکیل دیں۔ سولڈرنگ کے ل pure ، خالص آرگن یا مرکب استعمال کریں ، جیسے ہیلیم والا آرگن۔ پلاسٹک کا احاطہ اتاریں۔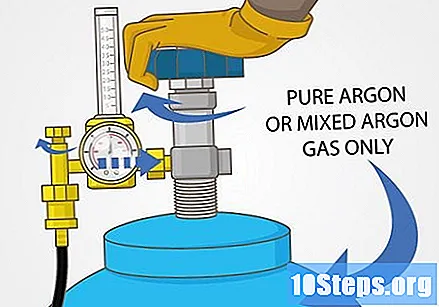
- پائپ لائن میں موجود گندگی کو دور کرنے کے لئے گیس والو کو کھولیں اور بند کریں۔
- گیس ریگولیٹر کو منسلک کریں ، پھر ریگولیٹر کو گھما کرتے ہوئے نٹ کو سکرو؛ جب تک ریگولیٹر محفوظ طریقے سے منسلک نہ ہوجائے تب تک یہ کریں۔
- رنچ کا استعمال کرتے ہوئے ریگولیٹر سخت کریں۔ یقینی بنائیں کہ ریگولیٹر والو پوری طرح سے کھلا ہوا ہے۔
- گیس نلی اور فلو میٹر کو جوڑیں ، پھر سلنڈر والو کھولیں۔ والو کھولتے وقت ، اس کو آہستہ سے یقینی بنائیں ، اسے تھوڑی سے کھولیں۔ ایک چوتھائی باری کا افتتاحی عام طور پر کافی ہوتا ہے۔
- پائپ کے ساتھ کسی قسم کی رساو کو دیکھیں۔ کسی بھی رساؤ کے شور کو تلاش کریں یا رساو کا پتہ لگانے والے اسپرے کا استعمال کریں۔
- ریگولیٹر والو کے ذریعے گیس کے بہاؤ کو ایڈجسٹ کریں۔ منصوبے کے مطابق گیس کا بہاؤ مختلف ہوتا ہے۔ بہت سے لوگ فی منٹ 4 اور 12 لیٹر کے درمیان بہاؤ استعمال کرتے ہیں۔
امیجراج کو تشکیل دیں۔ امپیریج آپ کو ویلڈنگ کے عمل کے دوران اپنے کنٹرول کو کنٹرول کرنے کی اجازت دیتا ہے۔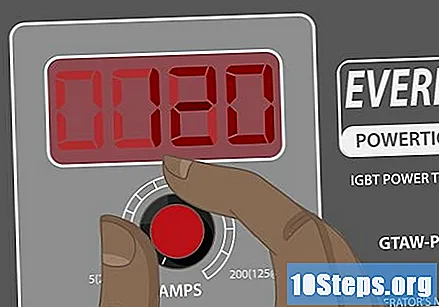
- جتنی زیادہ دھات ویلڈیئڈ کی جائے گی اتنی ہی زیادہ امیجریج۔
- آپ پیڈل کے ساتھ جتنا زیادہ مربوط ہیں ، امیجریج اتنی اونچی ہوسکتی ہے۔
- یہاں کچھ روایتی تناسب ، مادہ کی موٹائی x موجودہ: 1.6 ملی میٹر ، 30 اور 120 AMP کے درمیان ہے۔ 2.4 ملی میٹر ، 80 اور 240 AMP کے درمیان؛ 3.2 ملی میٹر ، 200 اور 380 amps کے درمیان۔
طریقہ 3 میں سے 2: دھاتی کو ویلڈنگ کرنا
ویلڈیڈ ہونے کے لئے دھات کو صاف کریں۔ سطح کو کسی بھی گندگی سے صاف کرنا ہوگا۔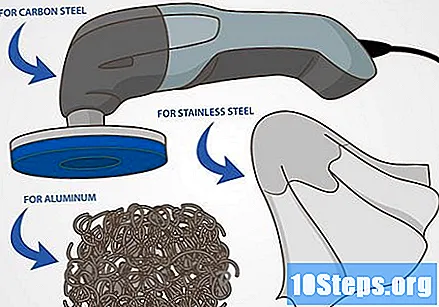
- اگر آپ کاربن اسٹیل کے ساتھ کام کر رہے ہیں تو ، مواد کو صاف رکھنے کے لئے ایک سینڈر کا استعمال کریں۔
- ایلومینیم کے ل a ، سٹینلیس سٹیل برش کو منتقل کرنا بہتر ہے۔
- سٹینلیس سٹیل کے لئے ، کپڑے پر کچھ سالوینٹس کے ساتھ ویلڈ کے علاقے کو صاف کریں۔ ویلڈنگ شروع کرنے سے پہلے سالوینٹ اور دیگر کیمیکلز کو کسی محفوظ علاقے میں رکھنا یقینی بنائیں۔
اس کی ساکٹ میں ٹنگسٹن ڈالیں۔ الیکٹروڈ کلیمپ کے عقب کو ڈھیلا کریں ، ٹنگسٹن الیکٹروڈ ڈالیں اور عقبی حصے کو دوبارہ محفوظ کریں۔ یہ ممکن ہے کہ الیکٹروڈ کلیمپ سے کم از کم 6 ملی میٹر دور ہو۔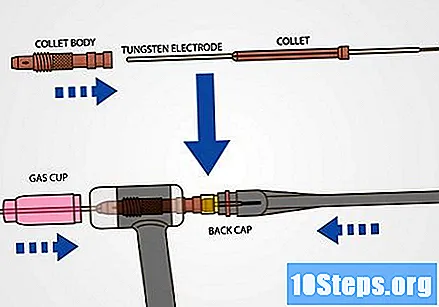
ان حصوں میں شامل ہوجائیں جو پگھل جائیں گے۔ سی بریکٹ یا آئرن اسکوائر کا استعمال کرتے ہوئے حصوں میں شامل ہوں۔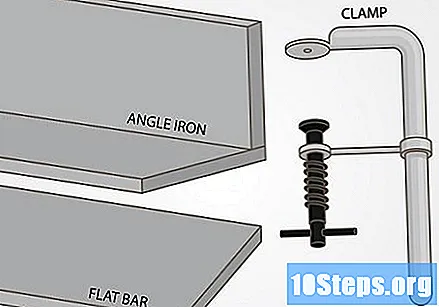
سولڈر ڈرپس کا استعمال کرتے ہوئے ٹکڑوں میں شامل ہوں۔ جب آپ آخری ویلڈ کرتے ہیں تو اس سے حصوں کو ساتھ رکھنے میں مدد ملے گی۔ ویلڈ ڈراپ کے درمیان کچھ انچ چھوڑ دیں۔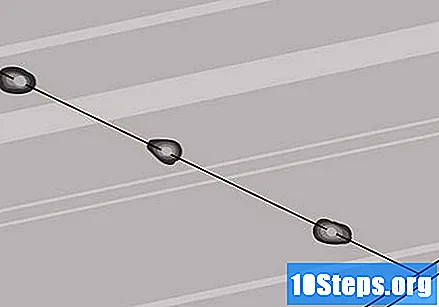
ٹی آئی جی ٹارچ پکڑو۔ اس کو 75 ڈگری زاویہ اور حصے سے 6 ملی میٹر سے تھوڑا زیادہ رکھنا یقینی بنائیں۔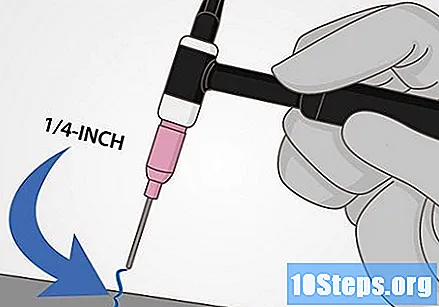
- ٹنگسٹن کو ویلڈ پول کو چھونے کی اجازت نہ دیں ، ورنہ یہ مواد کو آلودہ کردے گا۔
پیڈل کا استعمال کرتے ہوئے درجہ حرارت پر قابو پانے کی مشق کریں۔ ویلڈ پول 6 ملی میٹر چوڑا ہونا چاہئے۔ یہ ضروری ہے کہ ویلڈ پول کو مستقل سائز پر رکھیں تاکہ ویلڈ لائن مستقل ہو۔
اپنے دوسرے ہاتھ سے سولڈر فلر راڈ پکڑو۔ اس حصے میں 15 ڈگری زاویہ پر پکڑو۔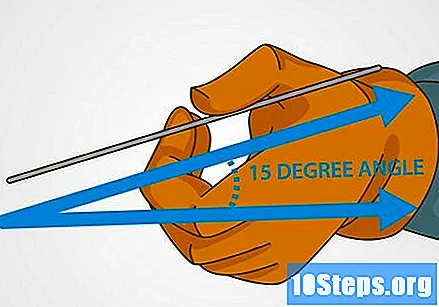
بیس دھات کو گرم کرنے کے لئے ٹی آئی جی ٹارچ کا استعمال کریں۔ الیکٹرک آرک کا درجہ حرارت پگھلی ہوئی دات کی کھدائی پیدا کردے گا۔ یہ اس کھوکھلی میں ہے جہاں ویلڈنگ ہوتی ہے۔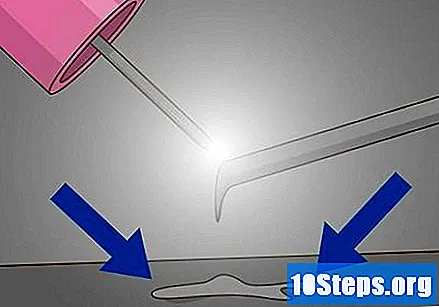
- جب ویلڈ پول دھات کے دو ٹکڑوں کو گھیرے ہوئے ہے تو ، متحرک ہونے سے بچنے کے ل fil بھرنے والے مواد کو تھوڑا سا شامل کریں۔
- فل ڈنڈ آپ کے ویلڈ کے ل a ایک اور پر منحصر پرت تشکیل دے گا۔
ویلڈنگ آرک کا استعمال کرتے ہوئے ، ویلڈ پول کو مطلوبہ سمت میں منتقل کریں۔ ایم آئی جی ویلڈنگ کے برعکس ، جہاں آپ ویلڈ پول لے جاتے ہیں جہاں ٹارچ کی طرف اشارہ کیا جاتا ہے ، ٹی آئی جی ویلڈنگ میں آپ ٹارچ کو مشعل کی مخالف سمت میں دھکیل دیتے ہیں۔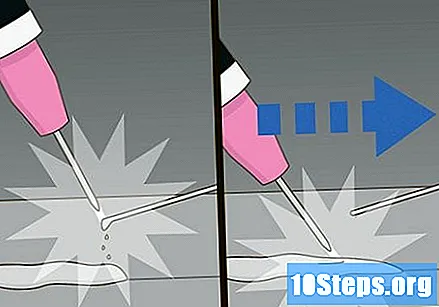
- آپ جس تحریک کی انجام دہی کریں گے اس کا تصور کرنے کے لئے ، کسی بائیں ہاتھ کے قلم کا استعمال کرتے ہوئے تصور کریں۔ جب کہ دائیں ہاتھ والا شخص قلم گھسیٹ کر لکھتا ہے ، کسی زاویے پر دائیں طرف (جیسے MIG ویلڈ) ، بائیں ہاتھ والا شخص قلم کو بائیں طرف جھکاتا تھا ، لیکن پھر بھی قلم کو دائیں طرف گھسیٹتا ہے۔
- جب تک کہ پورے مطلوبہ علاقے کو ویلڈیڈ نہیں کیا جاتا ہے تب تک ویلڈ پول کو آگے بڑھانا جاری رکھیں۔ وہاں ، آپ نے ایک TIG ویلڈ بنایا!
طریقہ 3 میں سے 3: ویلڈنگ کی مختلف اقسام سیکھنا
ایک fillet ویلڈ کی کوشش کریں. فلٹ ویلڈ بنانے کے وقت TIG ویلڈ کے قواعد لیں۔ اس قسم کی ویلڈ ایک دیئے گئے زاویہ پر دو دھاتوں کی شمولیت پر مشتمل ہے۔ ٹکڑوں کے درمیان زاویہ 45 اور 90 ڈگری کے درمیان ہونا چاہئے۔ ویلڈ کو انجام دینے کے لئے ، ٹکڑوں کے بیچ ، کونے میں ویلڈ کا کھوکھرا بنائیں۔ فلٹ ویلڈ کو مثلث کی طرح نظر آنا چاہئے اگر طرف سے دیکھا جائے (یا کسی حصے کے نظارے سے)۔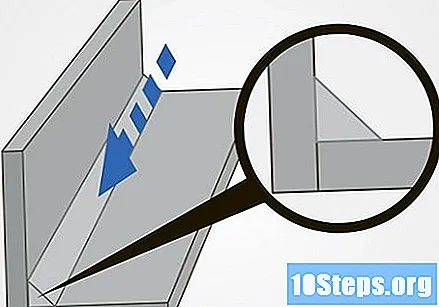
سپرمسپپوزڈ ویلڈ۔ ایک ٹکڑے کو دوسرے کو ڈھکنے چھوڑیں ، پھر ویلڈ پول بنائیں جہاں ٹکڑے ملیں۔ جب دھات کے دو حصے آپس میں مل جاتے ہیں تو بھرنے والے ماد .ے کو کھودنے میں شامل کریں۔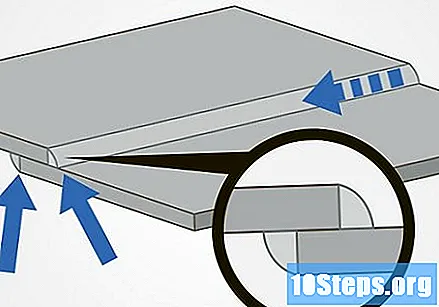
دو ٹکڑوں سے ٹی ویلڈ بنائیں۔ مشعل کو ایک نقطہ پر جھکائیں جہاں یہ سیدھے ویلڈ کے علاقے کو گرم کرتا ہے۔ الیکٹروڈ کو سیرامک شنک سے باہر کرتے وقت مختصر آرک رکھیں۔ بھرنے کی چھڑی کو اس مقام پر رکھیں جہاں دونوں حصے ملتے ہیں۔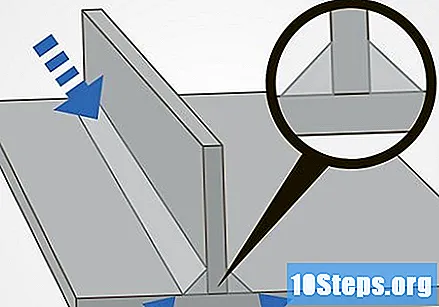
کارنر ویلڈ اس جگہ پر ویلڈنگ شروع کریں جہاں دو ٹکڑے ملتے ہیں۔ دو ٹکڑوں کے جنکشن پر ویلڈ پول رکھیں۔ آپ کو کارنر ویلڈ کرنے کے لler فلر میٹریل کی ایک خاص مقدار کی ضرورت ہوگی ، کیوں کہ پرزے اوور لیپنگ نہیں ہوں گے۔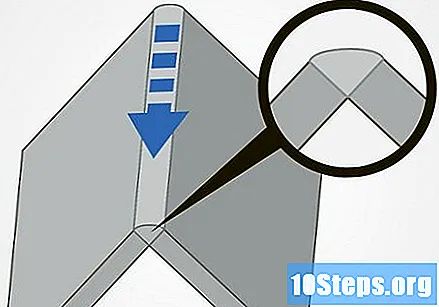
بٹ ویلڈ بنائیں۔ دونوں دھات کے ٹکڑوں کے بیچ جنکشن پر ویلڈ پول بنائیں۔ اس طرح کی ویلڈنگ زیادہ مشکل ہے ، کیونکہ حصے اوورلیپنگ نہیں ہوتے ہیں۔ جب آپ ٹکڑے ٹکڑے کر کے رکھنا ختم کردیں گے تو ، گڑھے کو بھرنے کے لئے ویلڈنگ مشین چین کو نیچے کردیں جو تشکیل پائے گا۔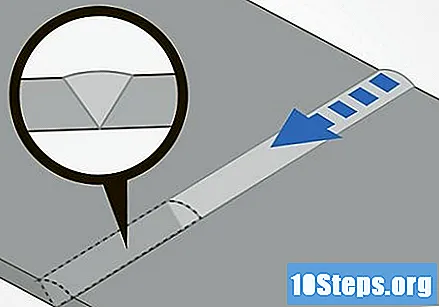
انتباہ
- TIG ویلڈ میں CO2 کے ساتھ ملا آرگن کا استعمال نہ کریں۔ CO2 ایک فعال گیس ہے جو ٹنگسٹن الیکٹروڈ کو ختم کردے گی۔
- ویلڈنگ کا ماسک استعمال کریں جس میں تاریک ڈسپلے ہو ، ویلڈنگ کے لئے موزوں ہو۔
- ویلڈنگ مشین شروع کرنے سے پہلے خشک ، موصل موصلیت پہنے۔
- ویلڈنگ ماسک کے نیچے ، حفاظتی شیشے پہلو سے حفاظت کے ساتھ پہنیں۔
- ویلڈنگ مشین کو چلانے کے دوران تقویت بخش شعلہ لباس اور جوتے پہنیں۔
اشارے
- اگر ویلڈیڈ ہونے والی دھات صاف ہے تو ، ویلڈنگ کے عمل کے دوران کوئی چنگاریاں پیدا نہیں ہوں گی۔
- ٹی آئی جی ویلڈنگ تمام عہدوں پر ، افقی طور پر ، عمودی اور یہاں تک کہ سر سے بھی اوپر کی جاسکتی ہے۔
- ٹی آئی جی ویلڈنگ کا راز ویلڈ پول میں ہے ، جو دونوں ملنے والے مادے اور ویلڈنگ والے دھات دونوں سے تشکیل پایا ہے۔
- TIG ویلڈنگ سے دھواں یا بھاپ پیدا نہیں ہوتی ہے۔ اگر ویلڈنگ کے دوران کوئی دھواں یا بھاپ نمودار ہوتی ہے تو ، یہ اس بات کی علامت ہے کہ آپ کو دھاتی سے بہتر ویلڈیڈ کرنے کی صفائی کرنے کی ضرورت ہے۔
- TIG ویلڈ میں کوئی سلیگ نہیں ہے۔ لہذا ، ویلڈ پول کے بارے میں آپ کا نظریہ رکاوٹ نہیں بنے گا۔
- اگر گیس کا ٹینک اختتام کے قریب ہے تو ، آرگون کے بہاؤ میں اضافہ کریں ، کیوں کہ ٹینک کے آخر میں گیس کا مرکب اتنا پاک نہیں ہے۔


